

By Luis Mosqueda – Senior Consultant – TPM Expert at Productivity Latin America
In the world of manufacturing and operations, there’s a common belief that machine failures are inevitable. However, through effective Total Productive Maintenance (TPM), eliminating equipment failures is not only possible but can be achieved.
A- Zero Failure is possible: look at the Airline Industry
- The airline industry boasts one of the highest reliability rates globally. Air accident statistics reveal that only one accident occurs for every 5.5 million flights, with 78% of these incidents unrelated to equipment failures. Specifically, pilot error accounts for 50%, weather for 12%, traffic control for 7%, and sabotage for 9%. The remaining 22% are linked to equipment failures, often due to defective components, design flaws, or deviations from established maintenance procedures. Importantly, accidents resulting from poor maintenance design are virtually non-existent.
- The airline industry has been on this journey for over a century, and the proportion of accidents due to technical reasons has significantly decreased compared to those caused by human factors.

- Pilots are trained to detect the slightest abnormalities, triggering immediate maintenance interventions. Although such incidents are rare, a comprehensive system exists to report these issues to those responsible for aircraft preventive maintenance. This system ensures that any necessary adjustments are made and communicated to airlines worldwide, resulting in continuous improvements to maintenance programs. The airline industry demonstrates that nearly zero failures are achievable with rigorous preventive maintenance, proper scheduling, and well-trained personnel.
- This aviation success story should serve as a beacon of possibility and optimism: with adequate preventive maintenance, high-frequency checks, and skilled personnel, achieving near-zero equipment failure is not only possible but has been proven effective in one of the most safety-critical industries in the world.
B- TPM helps you achieve Zero Failure
- The TPM concept was created in the 1960s in Japan and became better known in the rest of the world in the late 1970s. Since then, the idea that TPM will eliminate equipment failures has attracted the interest of many companies in applying TPM. TPM aims to maximize the installed capacity of machinery and equipment by optimally using all the resources available for this purpose, whether personnel, equipment downtime, or budget.
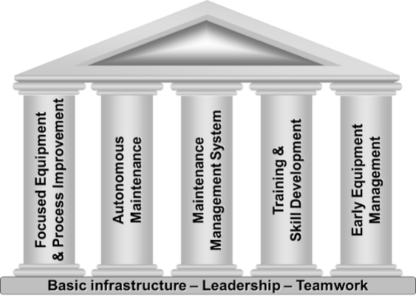
- To achieve this purpose, in TPM, there are what are known as “TPM Pillars,” and each of them has the purpose of involving a different group of people in an organization to work together to achieve the five TPM goals:
- Zero unplanned downtime
- Zero speed losses
- Zero defects
- Zero accidents
- Minimum lifecycle cost
“In my work as a TPM consultant, I have realized that people see what they want to see and ignore many other ideas and concepts. One part of TPM that is particularly captivating to most people trying to resolve machine problems is having operators perform maintenance tasks on their equipment. This concept belongs to one of the five pillars with which the TPM was created: Autonomous Maintenance. Since this is a very new concept, they think that by trying something different, the problems will finally be resolved.
I often encounter companies that are interested in implementing TPM. Still, they want to implement only that tiny part of TPM, Autonomous Maintenance, without understanding many of its fundamentals and principles.
Let’s look at it this way: If we make an analogy, let’s say that the TPM is the equivalent of a five-floor building, and each floor is equivalent to each of the five pillars of the TPM. This building needs a foundation that must be built before building the first floor, and then all the other floors can be built. No pillar of the TPM can function if the foundation is not there; in the same way, the first floor cannot be built if the foundation has not been made. Nor can the second floor be built if the first floor is not built first. The same thing happens with the TPM.”
In TPM, the first pillar to build is the Maintenance Management System because this pillar develops a series of work subsystems that are vital for not only this one to function but for all the other pillars of TPM. When this first pillar has been built, we can create the next one, Autonomous Maintenance. In other words, I can’t build the second floor if I don’t build the first floor first. When someone tries to build any of the TPM pillars without first creating the foundation, the inevitable will happen: Whatever you try to do will eventually collapse and be destroyed, or excessive additional resources and means (more time and effort of people) will be required to sustain what has been built, and that will never be economically profitable or sustainable in the long term.
“Therefore, when I meet someone who has pinned their hopes on Autonomous Maintenance to eliminate failures, I am sad to tell them that they will never be eliminated. They must build at least the essential parts of the Maintenance Management System before proceeding with any activity related to Autonomous Maintenance. In the research that I have carried out, I have been able to realize that the concept of Autonomous Maintenance was born in Japan because, as part of the Total Quality Systems that they established in the 1950s, the plants placed all the responsibility for the operation and maintenance on the operators. The operator was responsible for producing, guaranteeing quality, and carrying out maintenance and had all the authority to stop the equipment when they considered it necessary to make corrections to the process or equipment. For this, they received all the support of the company’s management. In the case of maintenance, it was assumed that if the operator was the person who spent the most time close to the equipment, they should be able to identify when any adjustments or replacement of parts should be made to keep the machine operating. This presupposes that an operator will remain operating the same machine for many years and gain experience to do what is necessary when required. When all these concepts were imported to the Western World, they arrived with what existed without understanding everything behind it.”
The Japanese system doesn’t work if operators continually change or there is rotation because they will never gain the necessary experience. What would happen when the experienced operator leaves the company, and a new operator arrives? Would it take several years for the new operator to gain the same experience as the previous operator? And during this period, would the equipment experience failures again? This system is effective only if the operator can stop the equipment upon detecting a problem and if the company’s management provides adequate support to purchase and replace necessary parts as required. Autonomous Maintenance vs. Preventive Maintenance
“When I started my job as an employee of a company in 1975, I was hired as a Preventive Maintenance Engineer, a concept that the Company wanted to implement. I was trained by a very prestigious American company that had distinguished itself for having developed and implemented the most effective Maintenance Management Systems that existed in the world and one of the things I learned from my instructor was that “all failures can be avoided with preventive maintenance and ensuring correct operating conditions”.
Therefore, the Preventive Maintenance Engineer is responsible for defining:
- Frequencies for adjustments and replacement of parts
- Lubrication frequencies, types of lubricant, and quantities of lubricant required
- Correct operating conditions
- Training operators to use the equipment properly under appropriate operating conditions.
Furthermore, the definition of preventive maintenance activities and their frequencies should be based on historical information about failures and problems that have occurred in the past. This demanded a “Historical record of each machine,” which in turn was fed by the “Maintenance Work Orders.” Without this information, it is impossible to define with certainty what should be done, and if it is done, it will be through trial and error until it is correct, which is not very effective and can be much more expensive. Based on the above, I can say that having the Maintenance Engineer role is vital, but you must guarantee that that person does the right job. I have seen many cases of companies that have their preventive maintenance engineer but do not perform their duties because they are always in “firefighting” mode. There is no way preventative maintenance will work in those conditions. I have also seen companies with maintenance engineers, but the maintenance work order information does not exist. There is no way for the system to work either.”

- When we consider Autonomous Maintenance from a Western perspective, it is evident that the operator’s responsibilities include basic cleaning and lubrication of their equipment, inspection to detect abnormalities, correcting simple issues, and reporting those that cannot be corrected so that the maintenance department can address them. Suppose Autonomous Maintenance reaches this stage without the function of a preventive maintenance engineer (responsible for preventive maintenance routines and related processes). In that case, the operator may repeatedly report the same abnormality, leading to continuous corrections by the maintenance team. This cycle could persist for many years or decades. However, this outcome contradicts the objectives of Total Productive Maintenance (TPM), which aims for the definitive elimination of failures and abnormalities. Such goals can only be achieved through effective preventive maintenance.
“More than 20 years ago, during one of my first experiences as a consultant to apply Autonomous Maintenance in a brewing company, we started with two pilot beer bottling lines. Approximately 8 months after we started, I was invited to a presentation from the operators about what they had done with Autonomous Maintenance. During that time, they detected and reported to maintenance more than 3,600 abnormalities that were, of course, corrected. Many of them were the same abnormality that occurred repeatedly, but this clearly shows that no one was analyzing those abnormalities to determine what preventive maintenance activities were necessary to prevent them. Finding abnormalities by operators became utterly normal. I do not believe well-designed, operated, and maintained equipment presents abnormalities. Let’s imagine that this happened with our car. Would we consider it normal that, as drivers of that car, we continually find abnormalities so that we must go to the maintenance shop to correct them? Definitely not!”

C- The solution to the problem: a Maintenance Management System
In our experience, we have found that every problem has a solution. The important thing is to select the appropriate methodology to help solve each problem. The most appropriate approach to eliminate failures is the TPM pillar, which focuses on the Maintenance Management System. The Maintenance Management System is the first of the pillars that must be implemented.
This pillar focuses explicitly on maintenance. It aims to establish work systems that allow periodic maintenance activities to be carried out on the equipment to guarantee total operational reliability, that is, zero failures, at the lowest possible cost. Throughout our many experiences with a wide variety of companies around the world, we have found that the main reason companies are unable to reduce and eventually eliminate equipment failures lies primarily in a lack of understanding of what a true Maintenance Management System is and how it should be implemented.
The Maintenance Management System maybe the most significant limitation to understanding this pillar lies in the lack of clarity about what it means to have a work “system,” so we will begin by establishing a definition and the implications of operating an effective work system. First, we will have to define a “work system” as the set of functions, methods, and procedures with which a series of daily work routines must be performed daily by a group of specially assigned people to achieve a specific objective. This objective must have clear parameters or indicators with corresponding goals that allow for evaluation of the effectiveness of the work performed.
Over the years, we have had the opportunity to learn about many work systems in different companies, some of them very effectively covering some of the parts of the maintenance system but with serious deficiencies in others that are also of great importance. At Productivity, we have conceived a maintenance management system with three group of subsystems:
- The first group of subsystems contains all the elements that constitute the Basic Infrastructure, which will allow the system to operate at later stages and feed information that will be used in other pillars of the TPM.
- With the second group of subsystems, the Basic Operating System of the Maintenance Management System is built and put into operation.
- The third group of subsystems define the Optimized Maintenance Management System.
Developing the first two groups will create the necessary infrastructure so that the information received from operators is appropriately processed to correct abnormalities, incorporate new preventive maintenance activities, or adjust the existing ones. Autonomous maintenance will no longer eliminate equipment failures but rather sustain equipment already in good condition and improve preventive maintenance.If you wish to learn more about implementing such a working system, its benefits, or how you can economically justify its implementation, do not hesitate to contact us.